
Chatter
High-precision non-contact chatter measurement
What is chatter and what causes it?
Chatter is a type of defect that can seriously affect the functionality, efficacy, and longevity of machine parts. Chatter waves (lobes) are typically created by vibrations between a machining tool (such as a CNC, grinder, mill, or drill) and a part during manufacture or finishing.
Chatter is often found on the inside diameter (ID) or the outside diameter (OD) of cylindrical or conical parts.
Quick video on measuring chatter inside hollow automotive shafts
When is chatter an issue?
Chatter on parts can cause major problems during part their deployment. For example,
- Chatter on rotating parts – such as on the ID of automatic transmission clutch shafts or on the OD of threaded steering shafts – creates noise and causes premature damage to bearings, often resulting in failure and recalls
- Chatter on sealing surfaces affects the quality of the seal, causing leakage, and undesirable lowering of air or liquid pressure

Graphs of chatter on the inside diameter (ID) of several hollow automotive shafts.
How can chatter be measured?
To control chatter, manufacturers must first be able measure it. And chatter can be hard to measure, particularly in a rapid and non-contact manner, and especially when chatter is inside cylindrical or conical tubes or bores.
For many such applications, NOVACAMTM 3D metrology systems deliver fast and reliable non-contact chatter measurements on both inside diameters (IDs) and outside diameters (ODs) of cylindrical or conical components. The systems, which are based on low-coherence interferometry, offer:
- Precision better than 1 µm
- ID or OD acquisition at up to 100,000 3D points per second
- User-configurable chatter evaluation parameters
- Versatility of deployment at or near machining processes
- Real-time feedback on grinding or drilling or other machining processes: chatter can be forwarded to process control software
 of photoresist coating on a 6” diameter semiconductor wafer")
NOVACAM BOREINSPECT system rotational scanner about to enter a hollow automotive shaft to measure chatter on the inside diameter (ID) of the shaft.
Measuring chatter inside CYLINDRICAL bores
Chatter on the ID can usually be measured with one of two of Novacam non-contact 3D metrology systems: the TubeInspect or the BoreInspect (Please see their simplified schematic diagram).
Regardless of the system chosen, both TubeInspect and BoreInspect:
- Use small-diameter side-looking probes to scan the ID in a point-by-point manner in a circular or spiral pattern, as set by the operator.
- Obtain micron-precision 3D topography measurements at up to 100,000 points per second.
Once 3D point cloud of the diameter is obtained, the 3D point cloud is processed, chatter is calculated, and automatic feedback provided to the machining or sorting process and/or to the operator.
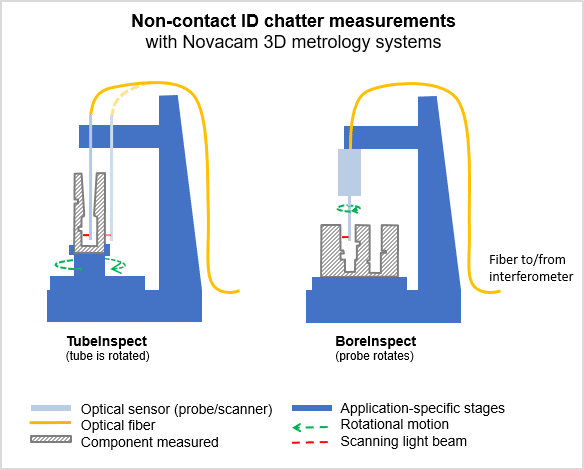
Both TUBEINSPECT system and BOREINSPECT system measure ID chatter. The choice of the system partly depends on whether the part to be measured can be rotated on a stage.
Measuring chatter inside CONICAL bores
In addition to the TUBEINSPECT and BOREINSPECT systems, chatter on conical IDs may also be measured with NOVACAM SURFACEINSPECT system (see diagram).
The SURFACEINSPECT system acquires surfaces using a galvo (raster) scanner, which can be positioned above the bore to obtain the bore ID conical surface in a very rapid, non-contact manner. The 3D point cloud obtained in this manner may be used to calculate not only chatter but also various GD&T parameters of the conical surface.
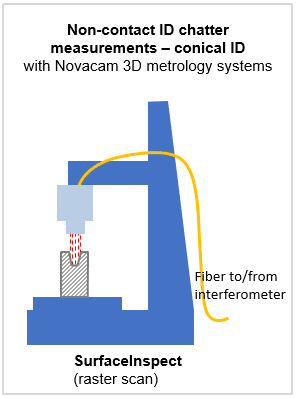
The SURFACEINSPECT system is able to acquire walls of more angled conical bores.
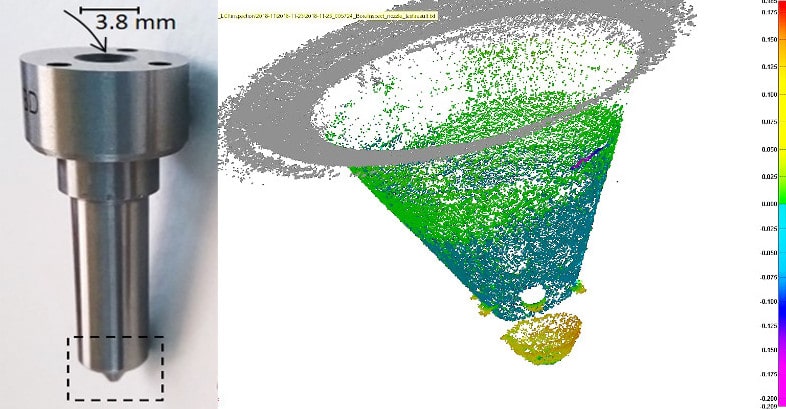
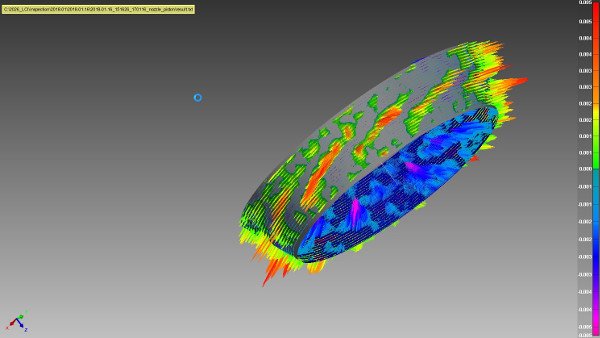
The conical inside tip of this 39-mm-long fuel injector nozzle was scanned from above with NOVACAM SURFACEINSPECT system, providing the shown 3D point cloud of measurements for analysis.
Measuring chatter on the OD
Chatter on outside diameters of cylindrical or conical parts can be measured with NOVACAM SURFACEINSPECT or TUBEINSPECT systems.
For example, the TUBEINSPECT system was used to measure the OD of the tip of a fuel injector nozzle needle (see photo and diagram).
During engine function, when the nozzle needle is pushed to its deepest position within the nozzle, its tip must form a seal with the nozzle seat in order to ensure adequate pressure on the fuel towards the nozzle spray holes. The needle geometry and surface finish are therefore crucial to the injector efficiency.
On the measured specimen, chatter marks were detected on both on the cylindrical section and on the conical section of the needle tip. The conical section is more crucial in this case.
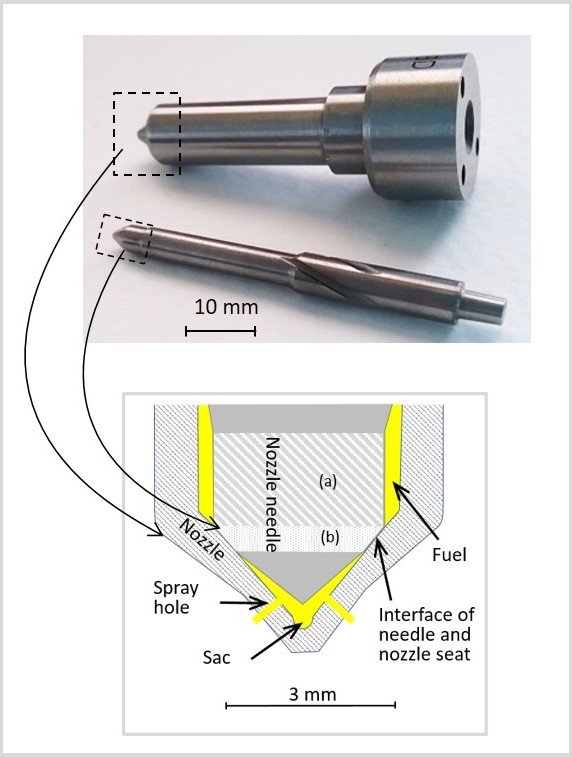
In the photo (top): fuel injector nozzle and matching nozzle needle. In the diagram (bottom): interface of the nozzle and the needle.
Chatter marks on the OD of conical section (b) of the nozzle needle tip
Chatter analysis software
NOVACAM Chatter Analysis Software is available to analyze the 3D surface measurement data and categorize parts as PASS or FAIL as per user criteria. The pattern of chatter is mathematically analyzed and characterized by values such as the amplitude or RMS (root mean square) value for each lobe value.
 of photoresist coating on a 6” diameter semiconductor wafer")
Automated chatter analysis of the acquired diameter measurements through NOVACAM Chatter Analysis software
Chatter interactive viewing and analysis
Interactive viewing and analysis of the acquired 3D data is done with PC-based metrology software (e.g., PolyWorks InspectorTM). Views such as deviation maps provide key insight into machining processes that can cause chatter.
Chatter marks on the OD of cylindrical section (a) of the needle tip (viewed with PolyWorks Inspector™)
Chatter measurement solutions that are automation and shop-floor ready
With NOVACAM 3D metrology systems, automated ID or OD chatter inspection is supported by:
- System capabilities such as datum alignment, automated pass/fail reporting, and exportable reports
- Ability to interface with data loggers, enabling trend analysis with SPC software
- Fiber-based nature of Novacam sensors that can be mounted on a variety of precision stages or robot arms for integration in automated plant-floor inspection stations
- System resistance to air perturbation, ambient lighting, and to cutting of the beam
- Ability to function in harsh environments – e.g., radioactive, very hot, or cryogenic.
NOVACAM non-contact small-diameter probes that are particularly popular for ID chatter measurement come in sizes as small as 0.5 mm diameter.
As shown in the “Option1” or “Option2” photos, the part can come to the probe, or the probe can come to the part – the choice is up to each application and client.

Option 1 – the part comes to the probe – Here Universal robot UR5 equipped with a Robotiq Gripper presents shafts to the BOREINSPECT system rotational scanner

Option 2 – the probe comes to the part – Here the BOREINSPECT system rotational scanner mounted on a Universal robot arm comes to the bore to be measured.
Process improvement through chatter monitoring
Chatter induced on parts by high-volume machining tools such as centreless grinders can cause major workpiece quality issues and production losses. NOVACAM 3D metrology systems offer a reliable approach for early detection of chatter phenomenon onset through easily automated non-contact inspection of part diameters right after machining. With this approach, out-of-spec chatter is detected early and process parameters can be adjusted quickly, before product quality deteriorates.
Additional chatter measurement applications
NOVACAM 3D metrology systems also measure chatter on:
- Inside diameters (IDs) of: connecting rod bearings, piston pin bores, gudgeon and wrist pins, bushings, valve seats and actuators
- Outside diameters (ODs) of: turbine and compressor shafts, crankshaft rod journals, camshaft bearings, ball screw threads used in automotive power steering, piston pins, and more.
Related links
Watch related video:
Download application note “Measuring Chatter” [4 pages, PDF, 1 MB] for more details on this application
Explore:
Contact us or request free sample analysis to see if low-coherence interferometers are suitable for your application